
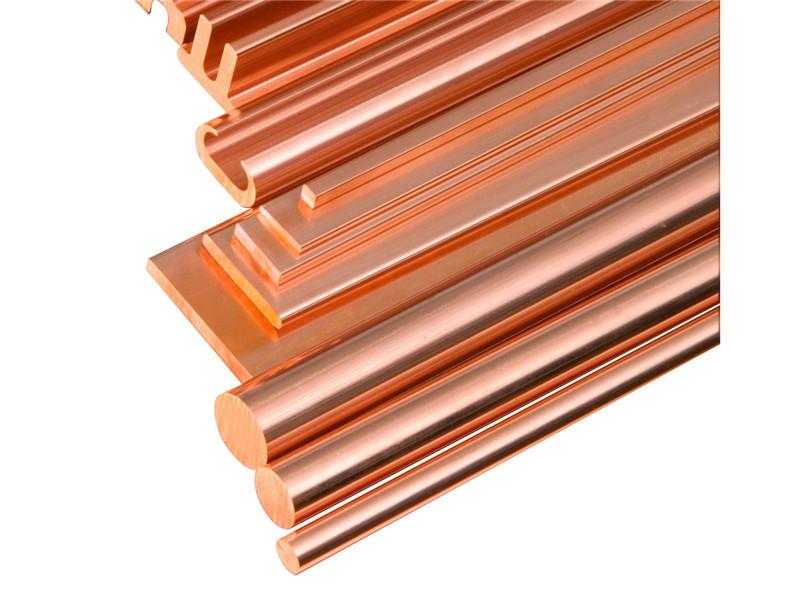
Continuous Extrusion Machinery



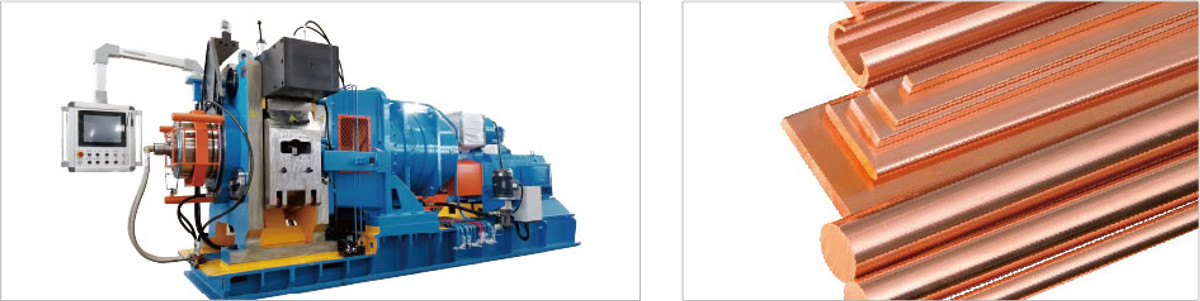



Advantages
1, plastic deformation of feeding rod under the friction force and high temperature which eliminates the internal defects in the rod itself completely to ensure the final products with excellent product performance and high dimensional accuracy.
2, neither preheating nor annealing, good quality products gained by extrusion process with lower power consumption.
3, with a single size rod feeding, the machine could produce a wide size range of products by using different dies.
4, the whole line is easily and fast operated without any heavy work or pollution during extrusion.
Copper rod feeding
1.To make copper flat wires, small copper busbar and round wire
| Model | TLJ 300 | TLJ 300H |
| Main Motor Power(kw) | 90 | 110 |
| Feeding rod dia. (mm) | 12.5 | 12.5 |
| Max. width of product (mm) | 40 | 30 |
| Flat Wire Cross-Sectional | 5-200 | 5 -150 |
| Output(kg/h) | 480 | 900 |
Production Line Layout

Pay-off Pretreatment Extrusion Machine Cooling Sys. Dancer Take-up Machine
2.To make copper busbar, copper round and copper profile
| Model | TLJ 350 | TLJ 350H | TLJ 400 | TLJ 400H | TLJ 500 | TLJ 630 |
| main motor power(kw) | 160 | 200 | 250 | 315 | 355 | 600 |
| feeding rod dia. (mm) | 16 | 16 | 20 | 20 | 25 | 30 |
| max. width of product (mm) | 100 | 100 | 170 | 170 | 260 | 320 |
| product rod dia.(mm) | 4.5-50 | 4.5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| product cross-sectional area(mm2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| output(kg/h) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
Production Line Layout

Pay-off Feeder & straightener Extrusion Machine Cooling Sys. Length Counter Product Bench Take-up Machine
3. To make copper busbar, copper strip
| Model | TLJ 500U | TLJ 630U |
| main motor power(kw) | 355 | 600 |
| feeding rod dia. (mm) | 20 | 30 |
| max. width of product (mm) | 250 | 420 |
| max. width to thickness ratio | 76 | 35 |
| product thickness(mm) | 3-5 | 14-18 |
| output(kg/h) | 1000 | 3500 |
Production Line Layout

Copper alloy rod feeding
Applying for commutator conductor, brass blank, phosphor copper rod, lead frame strip, railway contact wire etc.
| TLJ 300 | TLJ 400 | TLJ 500 | TLJ 630 | |
| material | 1459/62/63/65 brass cu/Ag (AgsO.08%) | phosphor copper (Pso.5%) cu/Ag (AgsO.3%) | magnesium copper (MgsO.5%)iron copper (Feso.l% | magnesium copper(MgsO.7%)/Cucrzr |
| feeding rod dia. (mm) | 12/12.5 | 20 | 20 | 25 |
| max. width of product (mm) | 30 | 150 (silver copper strip) | 100(lead frame strip:) | 320 |
| product rod dia.(mm) | phosphor copperball: 10-40 | magnesium copperrod: 20-40 | magnesium copperrod: 20-40 | |
| output(kg/h) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Production Line Layout
Pay-off Feeder & straightener Extrusion Machine Cooling Sys. Length Counter Take-up Machine
Aluminum rod feeding
Applying for flat wire, bus bar, and profiled conductor, round tube, MPE, and PFC Tubes
| Model | LLJ 300 | LLJ 300H | LLJ 350 | LLJ 400 |
| main motor power(kw) | 110 | 110 | 160 | 250 |
| feeding rod dia. (mm) | 9.5 | 9.5 | 2*9.5/15 | 2*15/15 |
| max. width of flat wire product (mm) | 30 | 30 | 170 | |
| flat wire product cross-sectional Area(mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| round tube dia. (mm) | 5-20 | 5-20 | 7-50 | |
| flat tube width(mm) | - | ≤40 | ≤70 | |
| flat wire /tube Output(kg/h) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Production Line Layout

Pay-off straightener Ultrasonic cleaning Cooling Sys Dancer Take-up Machine
Picture 217282
Related products
-

Continuous Cladding Machinery
Principle The principle of continuous cladding/sheathing is similar with that of continuous extrusion. Using tangential tooling arrangement, the extrusion wheel drives two rods into the cladding/sheathing chamber. Under the high temperature and pressure, the material either reaches the condition for metallurgical bonding and forms a metal protective layer to directly clad the metal wire core that enters the chamber (cladding), or is extruded t...